

又一PLA项目扩产!年产13000吨生物材料公司新项目公示,新建十条生产线!
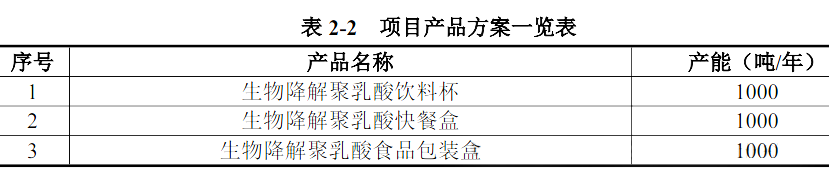
大川(杭州)公司本项目拟投资2000万元,建设地点位于桐庐县凤川街道凤旺路98号。达产后产能为:生物降解聚乳酸饮料杯1000吨/年、快餐盒1000吨/年、食品包装盒1000吨/年。
据悉,大川(杭州)塑料制品有限公司由浙江军腾新材料有限公司控股70%。此前,浙江军腾新材料有限公司曾于2022年备案年产一万吨可降解材料及改性塑料项目,新建可降解材料及改性塑料生产线10条等。
此次项目配置片材挤出机组、热成型机、高速打杯机、正负压杯盖机、印刷机、烘干机、冷却塔等设备。
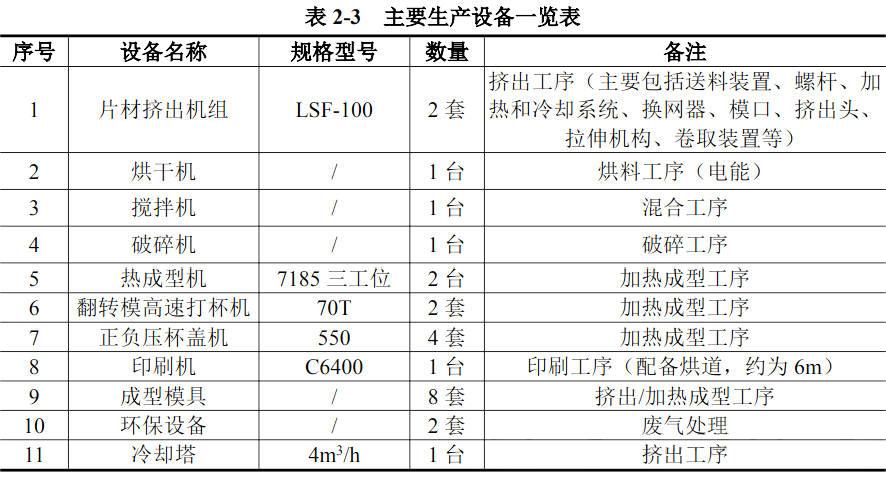

由上表可知,项目片材挤出机组设计年生产能力为3360~3600吨,本项目报批年产能为3000吨,占最大生产能力的83%,可满足生产负荷。
工艺流程
(1)干燥:使用烘干机对外购的塑料粒子水分去除,温度控制在50℃以内(该工序产生水蒸汽);
(2)投料、混合:干燥后的塑料粒子与辅料按比例人工投入搅拌机里混合均匀(混合搅拌过程为密闭工作);
(3)挤出、收卷:混合均匀后物料经全自动密闭供料系统投入挤出机进行熔融、塑化,在 140~160℃条件下加热 5min,使之在片材机的密闭料筒内成为黏流熔体,在柱塞或螺杆的推动下,以合理的流速进入机头模具挤出,经冷却水冷却后(间接冷却),再利用挤出机的三个辊筒进行辊压,片材厚度为0.3~1.5mm,最后经牵引、收卷得到成卷片材;
(4)加热成型、冲孔、切边、堆叠:本工序分别使用热成型机、打杯机和杯盖机,可连续完成模压成型、冲孔、切边等一系列过程制成聚乳酸快餐盒、透明杯、杯盖和食品包装盒等。
主要工作原理为:成卷的片材经过放卷后,在全自动设备辊轴的牵引带动下进入模具,上下模具同时对片材进行模压成型,成型时间为 5~6s,加热温度为 130~150℃左右。经模压成型后的半成品再经过冲孔、切边,再进行堆叠后进入下一个工序。
(5)印刷:堆叠后的产品按照订单要求对产品表面进行文字、图案印刷,然后用紫外线照射约 10s 对印刷后的产品进行固化(利用UV 漆中光引发剂受UV辐射的刺激变为自由基或阳离子,从而引发含活性官能团的高分子材料聚合成固体的涂膜过程),完成后即可包装入库。

图文来源:网络、高性能树脂及应用


